Podstata spoje
Svařování "na tupo" je tepelné spojování předem připravených trubek a tvarovek. Velmi zjednodušeně se jedná o svařování natavením svařovacích ploch komponentů "kolmých k ose potrubí", které se spojí dohromady a nechají vychladnout. Vznikne tak homogenní spoj o velmi vysoké pevnosti. Toto svařování nemá žádný vliv na chemickou odolnost svařovaného materiálu a nesnižuje vnitřní tlakovou odolnost potrubí a tvarovek.
Níže popsané pracovní kroky jsou pouze informativní. Prováděcí personál musí mít odpovídající zaškolení a musí mít znalosti o materiálu, svářecích přístrojích, stejně jako o platných předpisech a pracovních postupech.
Potřebné vybavení ke svařování na tupo
- Elektrická svářečka, včetně pohyblivého elektrického přívodu (kabel).
- Dotykový teploměr raději i v případě, že svářečka je vybavena automatickým regulátorem teploty.
- Speciální nůžky nebo kolečkový řezák, v případě nouze pilku na železo.
- Speciální kalibrovací nástroj pro sražení hran.
- Ostrý kapesní nůž s krátkou čepelí.
- Hadr z nesyntetického materiálu (případně měkký, nebarevný papír).
- Odmašťovač (např. Tangit).
Základní příprava
Pro dobrou kvalitu sváru dbejte následujících pokynů:
- Svařování provádějte, je-li teplota okolí mezi +5°C až +40°C. Vnější povětrnostní vlivy mohou negativně ovlivnit výsledek svařování. V takovém případě nesvařujte nebo použijte vhodná ochranná opatření.
- Zvláštní péči věnujte důkladné kontrole svařovaných dílů. Vždy prověřujte rozměry (např. vnější průměr, sílu stěny potrubí a tvarovek, ovalitu).
- Kontrolujte svařovací teplotu žhavících elementů (žhavícího zrcadla) pomocí teploměru. Tato měření opakujte vždy po 10 minutách od dosažení požadované teploty. Je to důležité proto, aby svářecí přístroj mohl všechny požadované plochy řádně předehřát. Teplota komponentů svářecího přístroje se musí pohybovat v závislosti na síle stěny trubky / tvarovky mezi +250°C a +270°C.
- Kontrolujte povrch žhavících elementů, aby nebyl poškozen a čistěte jej nebarevným měkkým papírem bez vláken nebo hadrem, který nepouští chlupy, za pomoci vhodného čistícího prostředku.
- Provádějte pravidelnou kontrolu funkčnosti svářečky.
- Kontrolujte upínací elementy svářečky, aby bylo zajištěno souosé vyrovnání svařovaných dílů, stejně jako paralelnost svařovacích ploch.
- Vypočítejte kinetický tlak, resp. požadovanou kinetickou sílu, ke které přičtěte předem určenou spojovací sílu, resp. spojovací tlak (důležité při svařování trubek a tvarovek větších rozměrů).
- Provádějte kontrolu funkčnosti měřících přístrojů (manometrů a časoměřičů).
- Prověřujte, zda svařované trubky a/nebo tvarovky odpovídají stejné tlakové řadě SDR.
Příprava materiálu
- Očištění povrchu: Před upevněním a vyrovnáním dílů, které budete svařovat, odstraňte všechny stopy nečistot (olej, mastnota, prach apod.), jak na vnějších, tak na vnitřních plochách svařovaných komponentů. Použijte čistý měkký papíru (nebarevný, bez vláken) nebo hadr, který nepouští chlupy a čistící prostředek. Doporučujeme použít výrobci nabízené produkty jako jsou chlormetan, triochlorethylen, ethylalkohol, isopropylalkohol a další, které jsou k tomuto účelu vhodné.
- Správně a pevně upněte trubku a/nebo tvarovku tak, aby přesazení osy nepřesáhlo 10% síly stěny.
Mechanické opracování svařovaných ploch
- Svařované (čelní) plochy mechanicky opracujte pomocí rovinného loupacího přístroje. Dosáhnete tak nejen rovinnosti spojovacích ploch, ale také odstraníte zoxidované povrchové vrstvy obou svařovaných součástí. Po odstranění této vrstvy nesmí činit mezera (přesah podélné osy) mezi spojovanými plochami více než 0,5 mm. Loupací proces je ukončen, když na obou součástech, které se mají svařovat, je nepřerušovaný souvislý kruhový pás. Sledujte hoblovaný pás při opracovávání průběžně. Zabráníte tak případné chybě v úbytku materiálu.
- Po vyjmutí loupáku odstraňte případné zbytky odštěpků z oblasti svařování. Pokud nelze jinak, použijte speciální nůž nebo škrabku. Vyhněte se znečištění připravovaných svařovacích ploch i dotyku rukou. Pokud nenásleduje svařování okamžitě po mechanickém opracování, otřete svařovací plochy znovu papírem či hadrem pomocí čističe. Odstraníte tak případné, v mezidobí usazené, nečistoty.
Vlastní proces svařování
Svařování trubek a /nebo tvarovek metodou na tupo prováděné pomocí kontaktního topného elementu musí být přesné a musí respektovat různé fáze níže zobrazeného svařovacího cyklu.
Svařovací parametry pro PE svařování na tupo (dle DVS 2207 díl 1)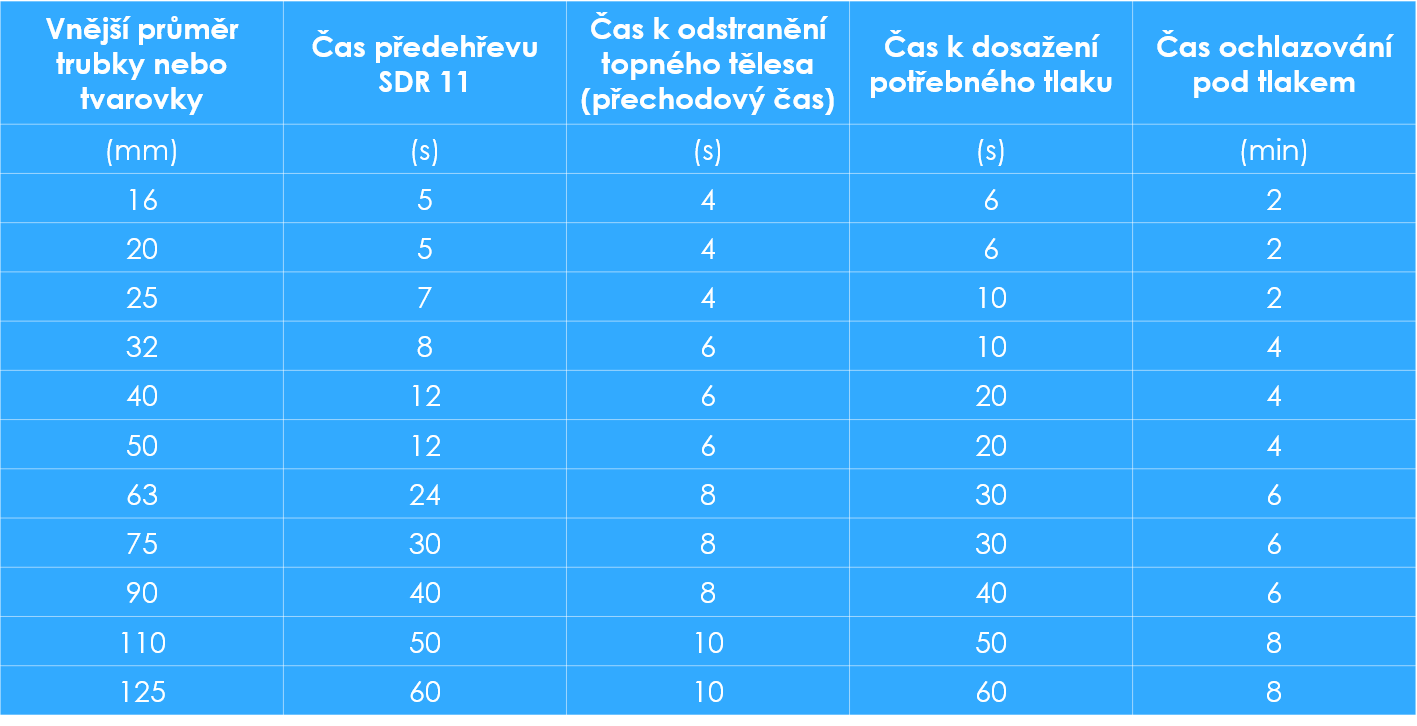
- Přizpůsobení a předehřátí V této fázi přitiskněte na topné těleso díly, které chcete svařovat, a tlačte je pod tlakem rovným součtu tlaků p1+ pt do té doby, než se na povrchu objeví stejnoměrný výronek. Tlak vzniklý na kontaktních plochách svařovaných dílů, musí odpovídat specifickému svařovacímu tlaku 0,1 N/mm2. Tlak pt odpovídá kinetickému tlaku, který je přímo úměrný velikosti svařovaných dílů a jejich hmotnosti. Tento tlak brání volnému pohybu suportu, na kterém je namontováno upínací zařízení a je možné jej odečítat přímo na manometru upevněném na přístroji. Hodnota pt nesmí překročit tlak p1, v opačném případně musí být použito pomocné zařízení, které pohyb trubky usnadní.
- Ohřev Po objevení výronku tlak snižte (na cca 10% tlaku vyrovnávacího). Tím materiál optimálně prohřejete, aniž by došlo k jeho poškození.
- Přechodový čas Přechodovým časem označujeme dobu mezi sejmutím zrcadla z oblasti svařování a spojením obou svařovaných dílů. Zde postupujte co možná nejrychleji a bez poškození svařovaných ploch, jelikož teplota v oblasti nahřátí klesá o 17°C během 3 sekund.
- Spojení Stlačte k sobě oba nahřáté konce dílů. Přítlačný tlak vyplývá z výrobcem udaného svařovacího tlaku, který se postupně zvyšuje a z vypočítaného kinetického tlaku: p5 + (pt + p5) = p1
- Svařování Přítlačný tlak musí být po celou dobu svařování (t5) konstantní.
- Ochlazování Po ukončení svařování snižte přítlak na nulu a svar nechte zchladnout. Podle síly stěny a druhu montážního prvku můžete část této ochlazovací fáze provádět mimo svářečku. V každé fázi ochlazovacího procesu je však vyloučeno jakékoli mechanické zatížení spojovaných dílů. Zchlazovací čas odpovídá minimálně času svařovacímu (t5).
- Zkouška kvality sváru Svary se dají zkoušet destruktivní nebo nedestruktivní metodou. První metoda vyžaduje speciální přístroj a má za následek zničení sváru. Kvalita svarového spoje může být samozřejmě zkontrolována i bez zvláštních přístrojů.
Vizuální kontrola je nejjednodužší metoda přezkoušení sváru bez jeho poškození. Touto metodou, která vyžaduje zkušenosti v práci se svařovací technikou a materiálem, se kontroluje podle následující kritérií:
- výronek musí být po celém obvodu stejný;
- zářez mezi výronky musí ležet nad vnějším průměrem svařovaných elementů;
- ve výronku nesmí být viditelná žádná dutina, prach nebo jiné znečištění;
- nesmí být viditelné žádné rýhy;
- povrch výronku nesmí být příliš lesklý, to by mohlo upozorňovat na spálení materiálu;
- vyosení svařených součástí nesmí být vyšší, než 10% jejich tloušťky.
Hlavní chyby, které mohou být rozpoznány vizuelní kontrolou
| NEDOSTATKY | MOŽNÉ PŘÍČINY |
| nerovnoměrný výronek po obvodu trubky | čelní plochy nejsou opracované, nerovnoměrný vstup tepla, nerovnoměrný spojovací tlak |
| příliš malý výronek | chybné nastavení svařovacích parametrů (teplota, spojovací tlak, svařovací čas) |
| příliš hluboký vrub mezi výronky | teplota a tlakové hodnoty jsou příliš nízké |
| příměsi na povrchu výronku | nedostatečné očištění svařovaných kontaktních ploch |
| rozpraskaný povrch svaru | příliš vysoká vlhkost materiálu, příliš vysoká vlhkost vzduchu při sváření |
| lesknoucí se povrch výronku | přehřátí během svařování |
| vyosení o více než 10% | chybné vyrovnání nebo přílišná ovalita svařovaných dílů |

Přírubové spoje a speciální přírubové spoje

 get_app
get_app



Technická podpora
V rámci technické podpory se snažíme maximálně ulehčit práci projektantům a také pracovníkům montážních společností, kteří s našimi materiály pracují. Pro projektanty poskytujeme kompletní knihovnu CAD detailů, tabulku chemických odolností i teplotní roztažnosti potrubí a také poradenství při vlastní přípravě projektu. Naši produktoví manažeři Vám zodpoví technické dotazy a pomohou vybrat technicky i ekonomicky nejvhodnější řešení. Pro realizační firmy máme připraveny propracované montážní návody i přehledné tabulky, které poradí s obsluhou svařovacích přístrojů. Na našich webových stránkách nebo portálu YouTube jsou ke shlédnutí videa, která velmi názorně demonstrují jak vlastnosti produktů, tak také montážní postupy. Samozřejmostí je také poradenství přímo na stavbě během montáže.
Kontakty pro tvarovky na tupo
Ing. Jiří Janich
jiri.janich@aliaxis.com
